
常规几种涂布方式的介绍
常规几种涂布方式的介绍
金纬机械推出各种涂布复合生产线、涂布单元及精密狭缝涂布模头


一、精密的狭缝涂布方式:
狭缝式涂布(Slot Die Coating)是一种高精密的涂布方式,不仅应用于电子构装(FPC、 RCC、CSP、LOC等)、光学膜(增亮膜、hardcoat、偏光膜、扩散膜等)、电池极板等成卷基材的涂布,也应用于非连续基材如LCD 玻璃基板光阻涂布。其操作原理是将流体以一定量泵打入一能将流体均匀展开的模具。



狭缝涂布模头可以生产出非常薄的涂层以及透明的光学涂层,同时可使涂层量保持在非常精确公差范围内,与将涂布液擦拭到基材上的涂布系统不同,我们的窄缝涂布模头属于模唇缝隙相对较大(可达到 0.0762mm)的涂布模头,由此模唇缝隙抽吸出的液体可形成最薄至 1μm 的涂层。窄缝涂布模头可在涂层厚度只有2μm 的情况下,将整个宽度上的涂层量控制在±2.5% 左右的公差变化范围内。我们生产的狭缝涂布模头模唇是固定的,因此可以利用可换的控隙片来改变涂层的厚度和宽度。涂布量从不足 1μm 到 254μm 的涂层厚度。该类模头可加工各种类型的胶粘剂(包括特殊的透明胶粘剂) 电池、、陶瓷电容器、装饰表面、电子显示介质、过滤膜、地板、燃料电池、磁性泥浆、医疗产品、光阻材料、压敏胶带、太阳能电池、超导体、撕带和窗用薄膜等。
 模头的模唇是固定的,用填隙片来调节模唇间隙。这种模头不像可调模头那样把涂布料流 “涂抹” 到基材上,它是通过把料流从相对较大的模唇间隙中吸出而粘结到基材上。这种湿涂层厚度最低可薄至2μm。基于这种湿涂层工艺,模头系统特别适用于超薄或透明涂层”。
模头的模唇是固定的,用填隙片来调节模唇间隙。这种模头不像可调模头那样把涂布料流 “涂抹” 到基材上,它是通过把料流从相对较大的模唇间隙中吸出而粘结到基材上。这种湿涂层厚度最低可薄至2μm。基于这种湿涂层工艺,模头系统特别适用于超薄或透明涂层”。

目前,许多涂布厂家同时采用辊筒和缝口模头两种涂布工艺。辊筒涂布是一种传统工艺,它对涂在基材上的材料量是通过刮刀或预先设定的辊间隙来间接控制的;多余的涂布材料在刮掉后被送回涂槽;涂槽本身敞开放在车间内。与之相比,缝口模头则有很大不同。首先它是一个封闭的系统,其次它是通过精密计量泵来对涂布材料进行预先计量。正是基于这两点,缝口模头具有辊筒涂布所不具备的一些优势:
●涂层重量和整体分布更均匀;
●生产线速度更快;
●最大限度地减少了挥发性排放、涂层污染、原料浪费,以及工作场所混乱程度。
 我们的狭缝式涂布模头,其涂层宽度最大可达(3m),湿涂层厚度可从2μm至254μm。狭缝涂布模头一般是作为成套系统的一部分提供,其他包括定位器(保持与托辊之间的精确定向)、真空箱(去除涂布料流从离开模头到接触基材表面这段距离内夹带的空气)以及料流输送设备(过滤器、泵、驱动装置和空气器)。作为一个选择,可在定位器内加入一个模头操作机制,称为“铰链”,以使操作员能够快速分拆和清洁模头,必要时更换填隙片,以及重新紧固模体。
我们的狭缝式涂布模头,其涂层宽度最大可达(3m),湿涂层厚度可从2μm至254μm。狭缝涂布模头一般是作为成套系统的一部分提供,其他包括定位器(保持与托辊之间的精确定向)、真空箱(去除涂布料流从离开模头到接触基材表面这段距离内夹带的空气)以及料流输送设备(过滤器、泵、驱动装置和空气器)。作为一个选择,可在定位器内加入一个模头操作机制,称为“铰链”,以使操作员能够快速分拆和清洁模头,必要时更换填隙片,以及重新紧固模体。

二、微凹涂布方式:

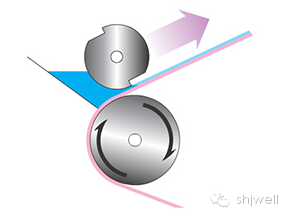
目前,在涂布领域有很多种涂布方法,比如直接凹版涂布、反向凹版涂布、逆向辊涂布、模头挤出涂布、钢丝刮棒涂布、刀涂等等。但是现在很多客户反应,钢丝刮棒及逆向辊等涂布方法产生了些令人失望的涂布效果,比如由钢丝刮棒产生的条纹现象,由逆涂辊或凹涂的压辊产生的“橘皮”现象,以及其它一些比较棘手的质量问题。微型凹版涂布方式正是为克服以上涂布缺陷而开发的。微型凹版涂布可以获得平滑、均匀的稳定涂层,这种涂布方式简单可靠,具有很好的重复稳定性。微型凹版涂布是相对于传统的凹版涂布方式而言的。传统的凹版涂布,涂布辊为网纹辊,直径一般在Φ150mm~Φ300mm之间,胶辊作为背压辊,将料膜压在涂布辊上,涂布辊的旋转方向与料膜走料方向一致。微型凹版涂布,涂布辊也是网纹辊,直径一般在Φ20mm~Φ50mm之间,所以称为微型凹版涂布(micro gravure),它是一种反向、接触式涂布方式,即微型涂布辊的旋转方向与料膜的走料方向相反,料膜没有被压辊加压在涂布辊上。
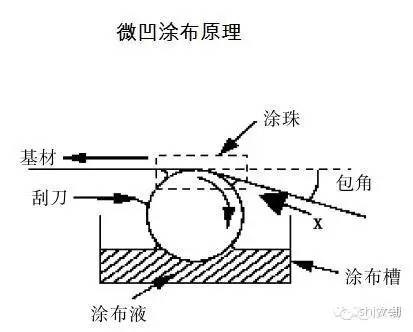
微型凹版涂布的工作方式
同传统的凹版方式一样,微凹涂布也需要刮刀,但是微凹涂布中刮刀的使用在硬度和角度上有所不同。同传统的刮刀相比,微凹用的刮刀薄且柔韧性要好,刮刀的压力轻,刮刀的角度比较陡,刮刀的延长线基本会通过涂布辊中心。涂布辊与刮刀柔和地接触,因此在微凹涂布中,刮刀和涂布辊的寿命较长。
在微凹涂布中,微型网纹辊的作用也是涂布计量辊,其线数也有很宽的范围。网纹辊安装在精密轴承座内,由电机直接驱动旋转,旋转的方向与走料方向相反。
在微凹涂布中,从涂布辊离开液面到辊与基材的接触点,辊面上这段弧应该是一个小于90度的弧。对于一个直径40mm的涂布辊,这段的距离不超过30mm。
在微凹涂布中,最重要的(也是控制涂布量的主要因素)就是走料速度与微凹涂布辊的速度的比率。料膜有速度,而涂布辊静止,这时没有涂布量,随着涂布辊速度地增加,涂布量将增加,还会出现溢出,转速再增加,涂布量又将减小。试验测定,涂布量相对于速度比率会出现 “驼峰”曲线。
典型的涂布模式将是下列模式:(涂布辊表面线速度 /料线速度)
当速比=60%时,涂布开始;当速比=100%~130%时,均匀而规则的涂布;当速比=130%~200%时 ,涂布量增大;当速比=200%以上时,涂布量减小,且出现不稳定现象。
虽然涂布量的大小与网辊的网穴容量有关,但是在这个曲线上也存在一个窗口,通常在比率为100%~130%时,涂布的厚度或重量可以有效地控制,并且可以保证均匀一致的涂布表面。实际状况下,每一个涂布辊的涂布量可以在±10%的范围内变化。通过一定数量的不同线数的涂布辊,可以获得不同的涂布量,做到比较经济的效果。结合传动比,调整涂布辊,基本上可以获得比较连续的涂布量。对于比较严格的涂布,可以结合涂布辊网穴规格及胶液流变性能,绘制出涂布量与速比之间的曲线。
微型凹版涂布的优点
1 微型凹版涂布,可以将很薄的涂层涂到很薄的材料上。由于无背压辊,在涂布面没有“胶印”、皱褶等缺陷。
2 由于没有背压辊,料膜的边缘部也可涂上胶,而不用担心胶液涂到背压辊上而影响涂布。传统涂布方式,改变涂布宽度,就要改变背压辊宽度,微凹涂布可以适应不同宽度的纸张,薄膜、纺织物、金属箔等,而且可以涂布的材料可是从2 micron的PET到200 micron的金属箔。
3 由于刮刀轻接触网纹辊,刮刀和网辊的磨损都非常小。
4 由于微凹辊直径小、重量轻,涂布不同涂布量,更换微凹辊比较方便。
5 反向涂布(类似于剪切方式)可以获得比较平整的涂布,而不需要匀胶系统。微型涂布辊更适合易挥发的溶剂性胶液,而不用担心网穴堵塞。微凹涂布适合涂布的胶的粘度从1cps到1000cps( cps 布氏粘度单位 1cps= 1mPa.s室温下水的粘度一般为1 cps)。
微型凹版涂布的应用案例
1 电子领域:遮光膜,0.05 micron涂层厚度;耐刮擦热ITO导电膜;绝缘与多层导电线路板;LCD背光源膜组;新型平面照明;透明导电树脂层;存储磁带及存储材料;触摸屏的硬质保护膜等
2 图像材料领域:数字出版打印层;菲林胶片;自动化标签等;
3 医用材料: 自粘胶带、带有涂层的医用材料,如试验材料等;
4 光学领域:各种光学膜,如反射膜,增光膜等;各种玻璃用隔热膜等
5 电池行业: 锂电池用材料
6 工业自动化领域
各种复合用胶带;薄的化学反应涂层;其他改变表面性能的涂覆材料。
如太阳能电池背板,耐摩擦材料,特氟龙材料等。
三、网纹涂布方式:


金纬机械按照市场需求,研发各种类型在线涂布设备。
片材在线涂布单元,利用涂布的方式可对片材表面进行处理,可实现永久防静电,防雾等特殊要求。由纳米级导电材料通过涂布机与片材复合而成的特殊片材,表面电阻10E4-10E6欧姆。
片材特征:高洁净,无析出,导电性能不随温湿度而改变,实现永久防静电,广泛应用于洁净度高电子吸塑包装。
 片材涂布的方式:网纹辊,微凹辊,压延涂布,浸泡等多种涂布方式。可适用于对APET.PETG.PS.PP.ABS.PE.PC等所有塑料。
片材涂布的方式:网纹辊,微凹辊,压延涂布,浸泡等多种涂布方式。可适用于对APET.PETG.PS.PP.ABS.PE.PC等所有塑料。


特点如下:
1、表面电阻:超薄的导电处理层,导电性能为104~109,可根据客户要求通过调整配方做出相对应的表面电阻。
2、永久性:稳定的导电功能,不随温湿度变化可重复利用或回收使用而不丧失防静电功能。
3、可靠性:聚合体合成技术避免添加失误或不均匀涂附,加工性能好,导电处理后不影响印刷,成型等性能。
4、洁净性:无粉末及油污析出,环保,不含有害物质,无腐蚀性和挥发性气体,耐清洗。
5、灵活性:可针对不同片材及不同的表面涂布要求,灵活更换各种规格的涂布辊。可为客户定制各类涂布辊筒。

四、逗号刮刀涂布:

涂布参数
粘度:1,000~200,000cps
厚度:20~300μm (湿状态)
特点
涂布精度高
表面质量均匀
涂层厚
刮刀式涂布往往会出现上胶不均匀,主要与刮刀的加工精度、刮刀安装方法涂布时刮到于背胶轮的角度以及涂料的黏度有很大关系;
刮刀的平整度精度要求高,就是指刮刀不翘曲变形或缺口,否则涂布量误差大;在涂布时,刮刀与上胶轮的觫点切线间的角度一般在
15°~30°之间;如果太大,其刮到几乎顶着背胶轮,背胶轮高速运转时刮刀容易引起震动,引起涂布不均匀,涂布量差异大;另外,还会引起涂布的膜面不平整、有刮痕,同时还易引
起刮刀刀刃损伤。
逗号辊涂布:
逗号辊涂布的特点是刃刮刀和辊刮刀的组合。胶液厚度影响比刃刮刀小,涂层厚度容易调节,能够涂布高粘度胶液。幅宽较大,能横向调节
优点:
1.逗号刮刀的强度、硬度高,刃口直线度误差小,可以采用气动微调机构来调节和控制刮刀的位置,涂布量控制和刮胶精度较高。
2.可涂较厚的涂层,涂布时,胶液由上而下流向刮刀口与料膜之间,因此可以将胶液充分的使用,基本不存在浪费胶液的现象。
缺点:
1.逗号辊涂布的涂布质量与其各个组成单位的运作关系较大,特别为驱动电机与转动压辊之间的传动比率比较难以调节掌握,往往造成涂布不均匀,容易出现横向或纵向的不规则条纹,涂布时,胶液容易在挡板和传动压辊之间的缝隙流出,密封性不够完整,且涂布时,需要人力不断地搅拌蓄胶槽的胶液,以此来保证胶液的均匀分布。
逗号辊涂布应用案例:
各种光学膜、保护膜、菲林胶片、哑光软包装膜。
客户的成功是我们追求的目标!
(本文内容由作者提供)
电话:021-69595913.
传真:021-69592317.
邮箱:sales@jwell.cn
网站:www.jwell.cn
欢迎各位朋友前来咨询、洽谈!
----------------------------------
- 上一篇:螺杆的分类以及选用(收藏) 2015/10/18
- 下一篇:洛氏硬度、布氏硬度等硬度对照表和换算方法 2015/5/2